连接谷歌
连接谷歌 连接脸书
连接脸书





| 标准层厚度 | 80米 |
| 准确性 | X/Y:+++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++ ++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++ |

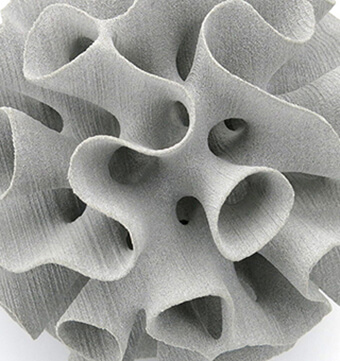
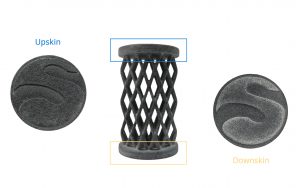
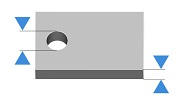
由于打印过程,您的对象将上皮下皮上皮小洞穴 下皮小洞穴上皮会出现在对象顶部 下皮会出现在底部设置三维模型方向时,此点很重要上皮下皮会影响设计 预先设置方向 我们会尽力尊重它 否则技术员会选择最优
| 最大尺寸 | 370x274x380毫米 |
| 最大尺寸打扫 | 300x220x180毫米 |
| 最大尺寸颜色触摸 | 274x274x380毫米 |
| 最大尺寸阻抗色 | 274x274x380毫米 |

最大尺寸模型受三维打印机物理大小的限制-没有什么能比打印机床大印制
聚氨化物指纹没有最小尺寸,牢记墙壁和结构方面最小厚度,以确保对象不折为0.6毫米
| 最小墙厚度(弹性) | 0.8毫米
|
| 最小墙厚度 | 二毫米
|
| 最小墙厚源值 | 0.7mm加支持
|
| 最小墙厚度特殊设计方面 | 1-2毫米 |

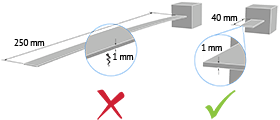
墙面设计必须保持最小厚度0.8毫米,以保证结构不破损模型墙小于0.8毫米时,可添加支持结构维护稳定
源端元素设计方面至少为厚度的2倍无支持和前导元素或设计中受特定设计约束的部分,也必须尊重0.9毫米最小厚度,以保证对象不折损
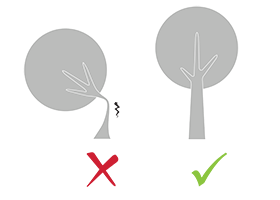
添加支持结构以维护稳定举个例子,如果你建模人破解, 你可以把薄面设计像耳朵贴在模型头部的更多地方这样做可避免最终打印中易分解和易分解元素
以0.8墙厚度设计时略微灵活获取更多硬性性,我们建议2毫米墙厚度
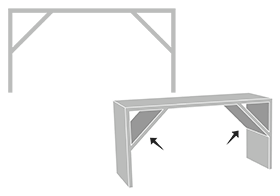
薄墙支持大重模型
18luck新利体育官网登录Sculteo提供在线固态检验工具,该工具突出打印中可能太薄无法打印的部分从那里你能够调整设计以创建适切厚度对象要使用它,你只需要上传您的三维文件选择素材并点击验证标签
切记对象应打印到实战中也很重要微薄方面支持重过重的东西时,它可能破解 — — 即使在3D建模软件提供的物理内是可能的。添加点厚度位 将获得很多处理, 或支持最大权值
不忘记
记住,我们的固态检验工具检测不到物理异常性,如浮动部件、不稳定位置、支撑过重比厚等特别要注意设计几何特征 最压强部分必须加厚
| 最小细节大小 | 0.2毫米 |
| 最小高度宽度细节 | 嵌入式:0.4毫米
|
| 可读文本最小高度宽度 | 0.4毫米 |
| 放大比 | 1/
|


细节最小精度主要取决于三维打印机分辨率但在清理过程期间,精细层也可能丢失令细节和文本可见性 我们建议至少按建议大小
特别精细的编织和刻画可能无法见效,因为刻画可能填充多余粉末,这些粉末后来无法清除。内插或刻刻是设计中一个基本部分 我们建议尽可能深入要确保更好消除粉末(从而提高细节可见度),你细节的宽度必须至少同深度一样大
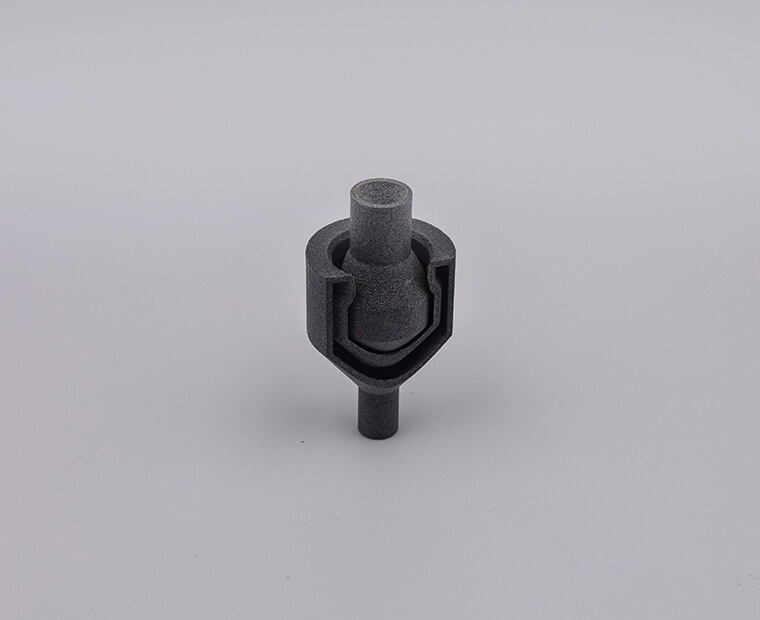
| 封装部件 | 对 |
| 互锁部件 | 对 |

多喷气聚合素材通过HP技术打印最复杂素材复杂设计实例是卷附于卷内,像链或maraca打印机有能力打印全内联链,无支持结构清除
| 固定墙间最小间距 | 0.5毫米 |
| 部件间最小清除 | 0.5毫米 |

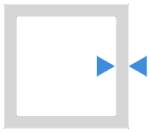
成功三维打印需要最小对象清除,允许多余材料喷出沙子如果空间不留在设计中,对象将固态化这对于表达式对象尤其重要-因为墙间剩余空间将定义对象移动能力
清除量应至少为0.5毫米,然而小型物体的minumm大对象需要更多部件间空间这是由于HP打印过程打印机床过程加热 大对象加热较长时间大对象间小空间有熔化风险,因为它长时间处于热中在某些其他情况下,应增加漏洞,使我们能够排水清除中多余粉末
| 程序集 | 对 |
| 最小空间 | 0.5毫米 |
以多片打印对象可打印组装宽度至少为0.5毫米时,对象不同部分间应保留
| 空闲 | 对 |
在线空心优化工具有能力通过减少材料使用量大幅减价打印
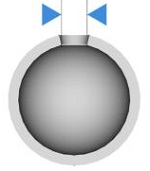
使用工具需要在模型中添加两个漏洞,这些漏洞将作为对象内多余粉末料的排水管最小尺寸这些漏洞由网站判定否则3D建模软件内便有可能人工空空对象
| 多对象文件 | 号 |
无法用三维造型打印机打印三维文件,内含数个对象

从小序列到短时制作